










23
2026-05
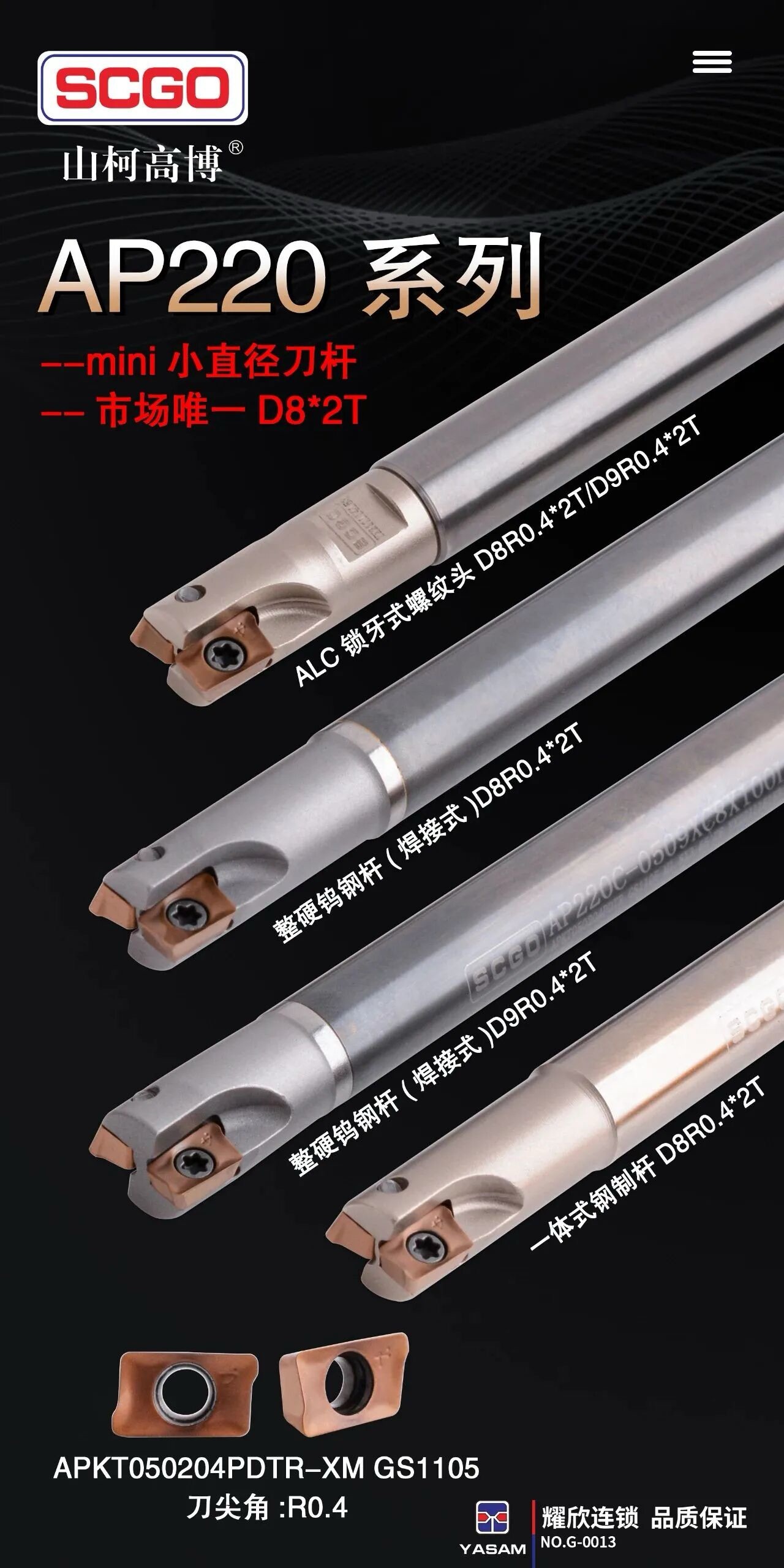
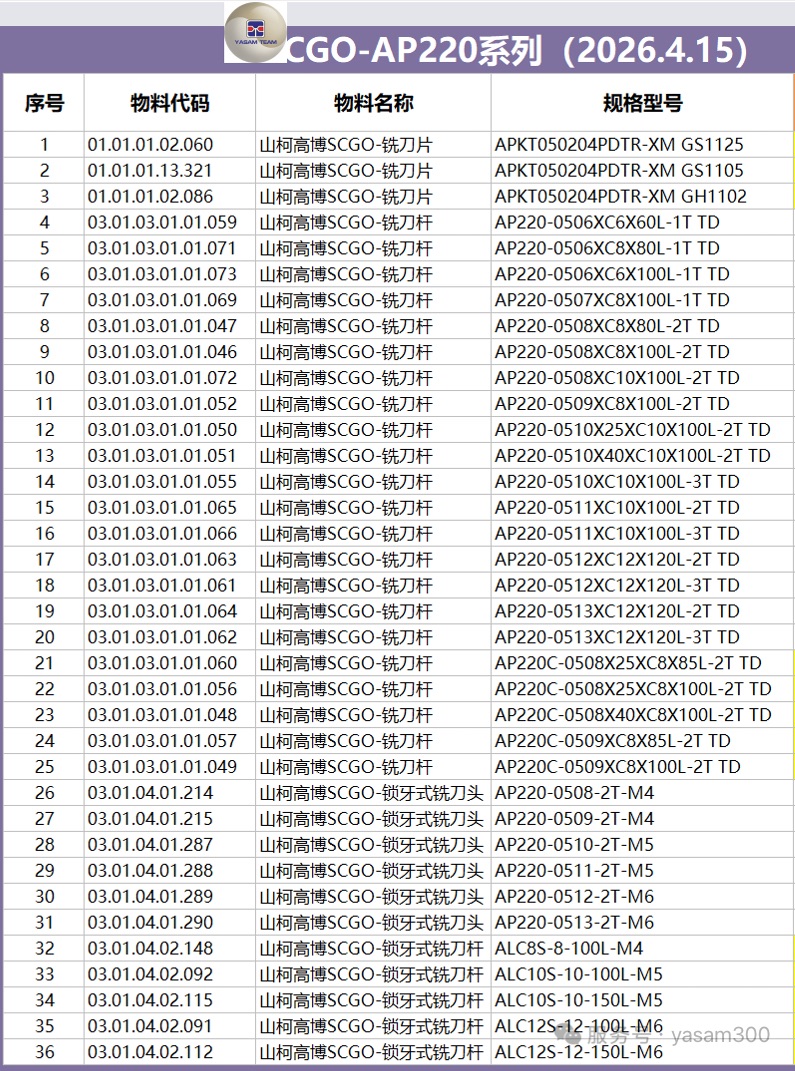
降本∣小直径铣刀杆AP220-6/7/8/9/10/11/12/13-R0.4▷耀欣
【概要描述】

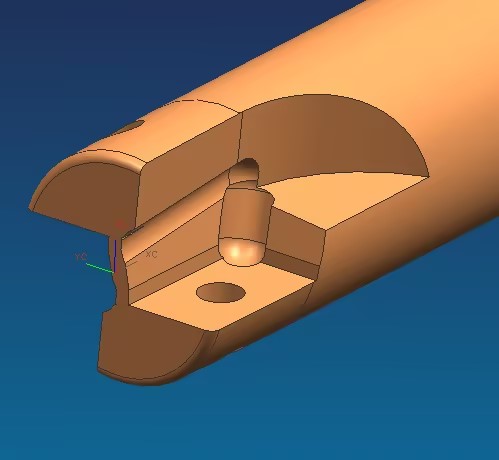
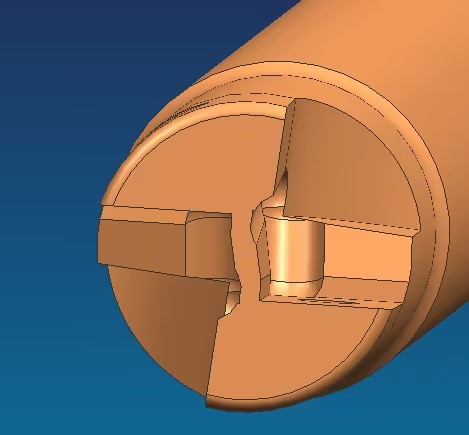
--钨钢杆carbide shank
--螺纹头modular mill type





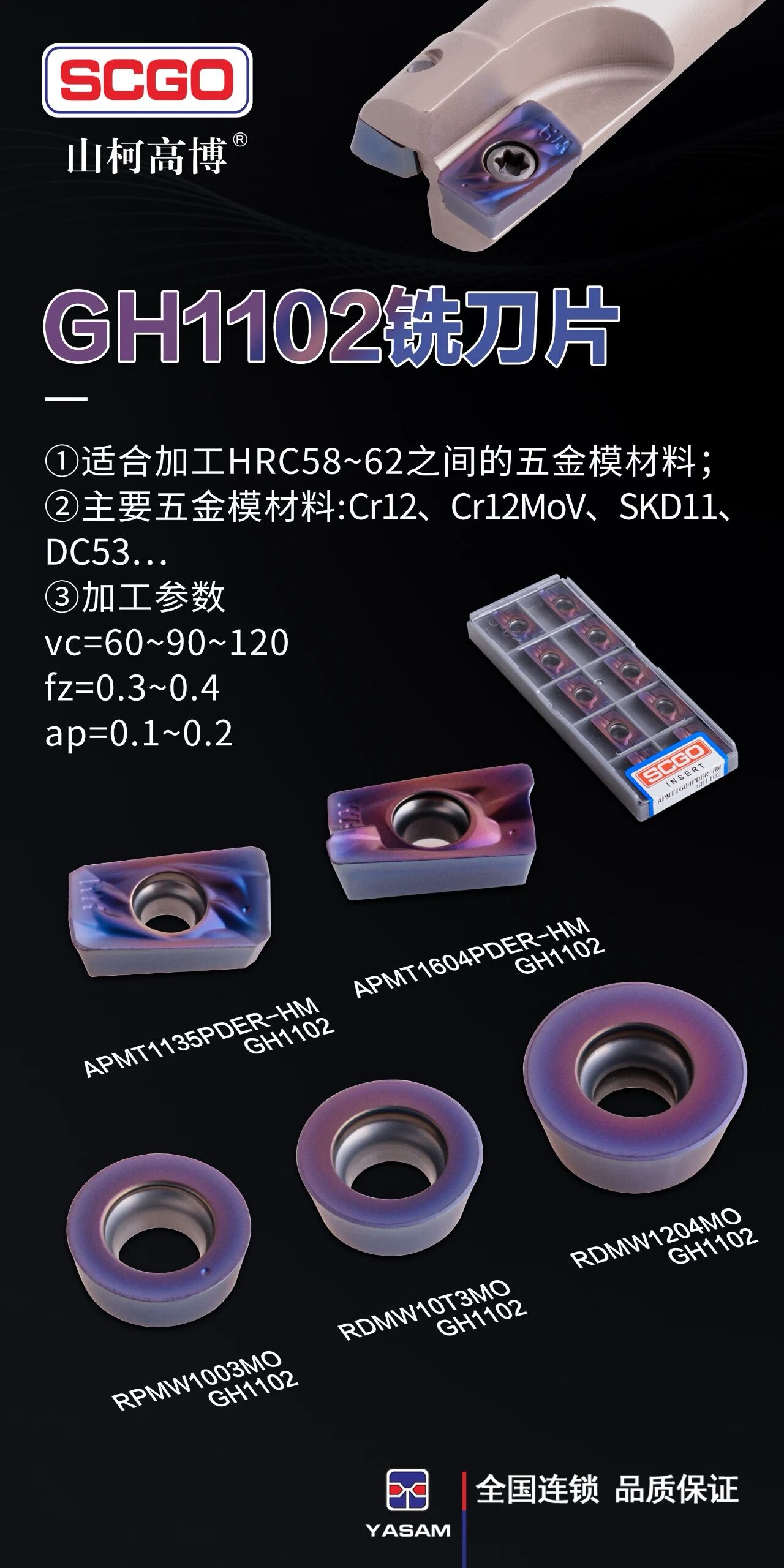
GH1102高硬材质刀片发布--专啃硬骨头
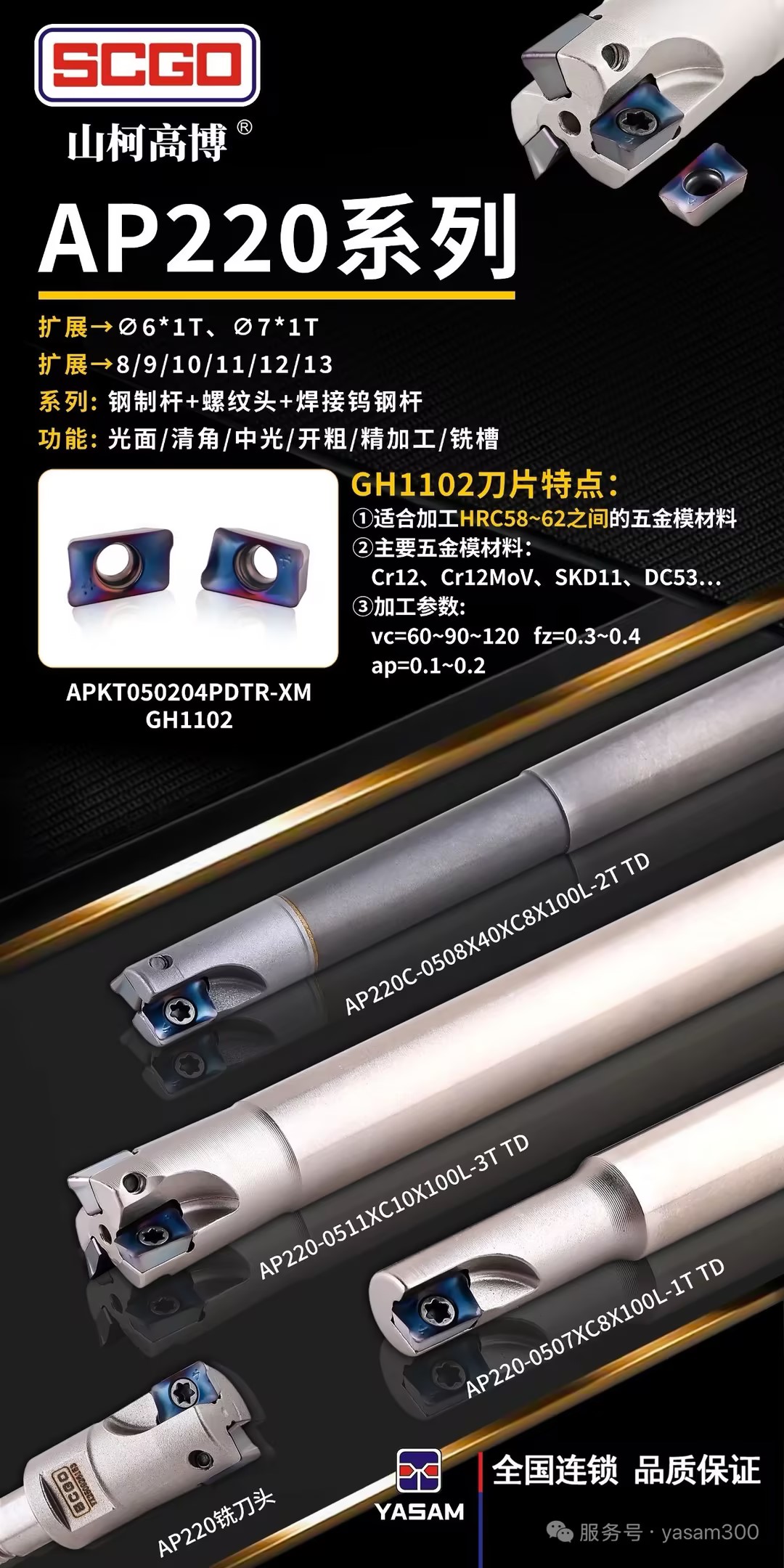
①成本分析
②加工形式
③提效分析
目前市场上'开粗、清角、中光'的主要方式
→'旧刀或二手刀'
手工或机器修磨底刃后使用
缺点→不耐用、重复对刀、修改程序、易崩...
使用AP220之后
刀片磨损→更换或旋转刀片
一键启动 不用对刀 节省时间
时间=金钱
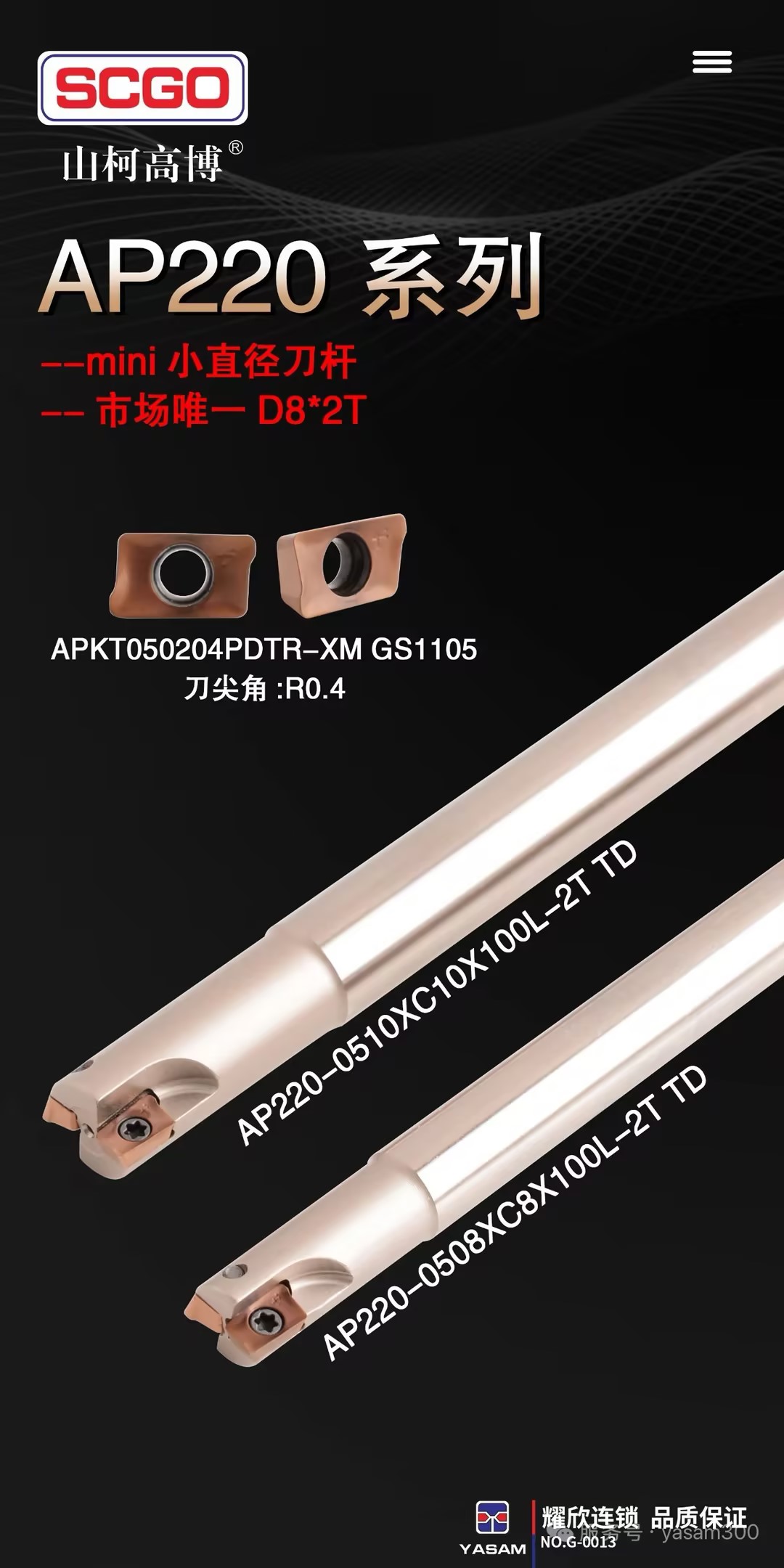
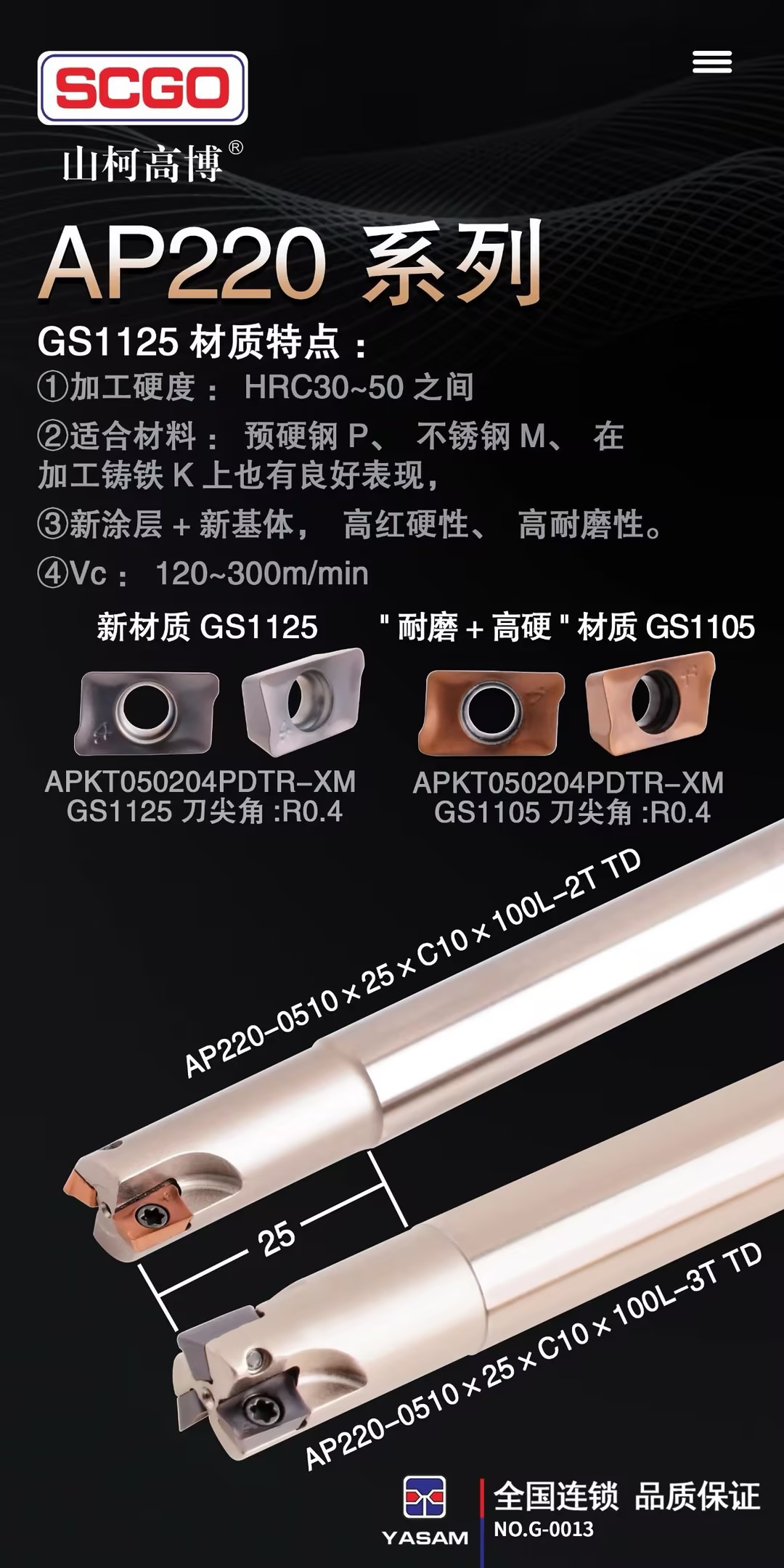
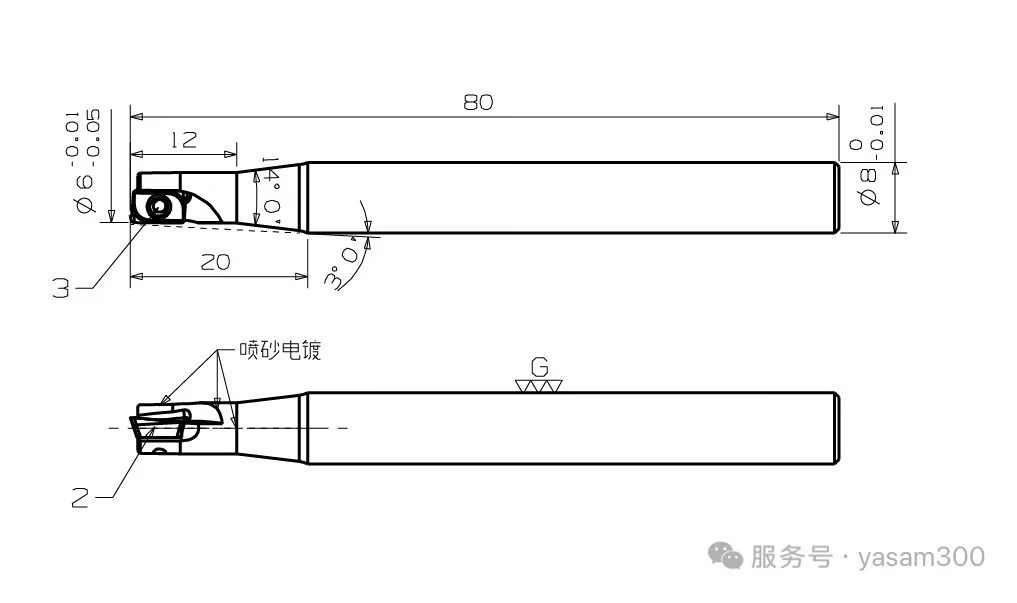
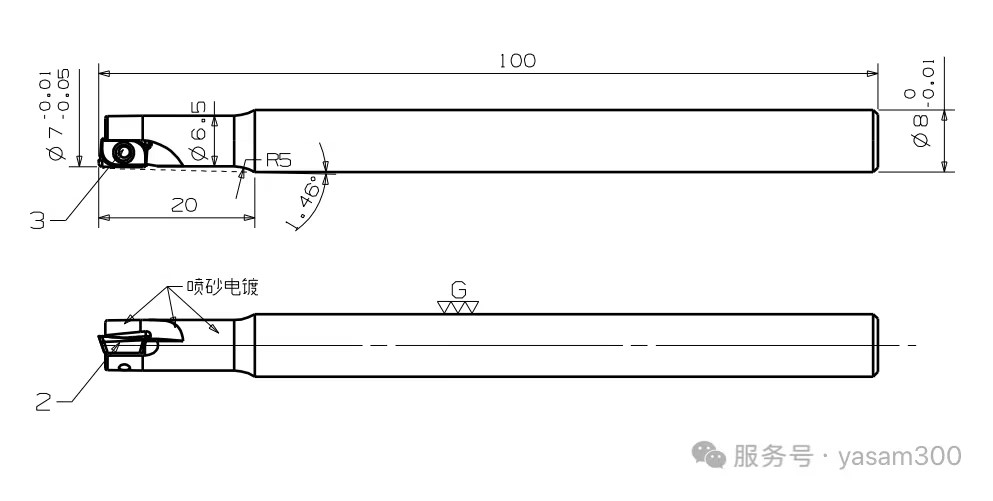
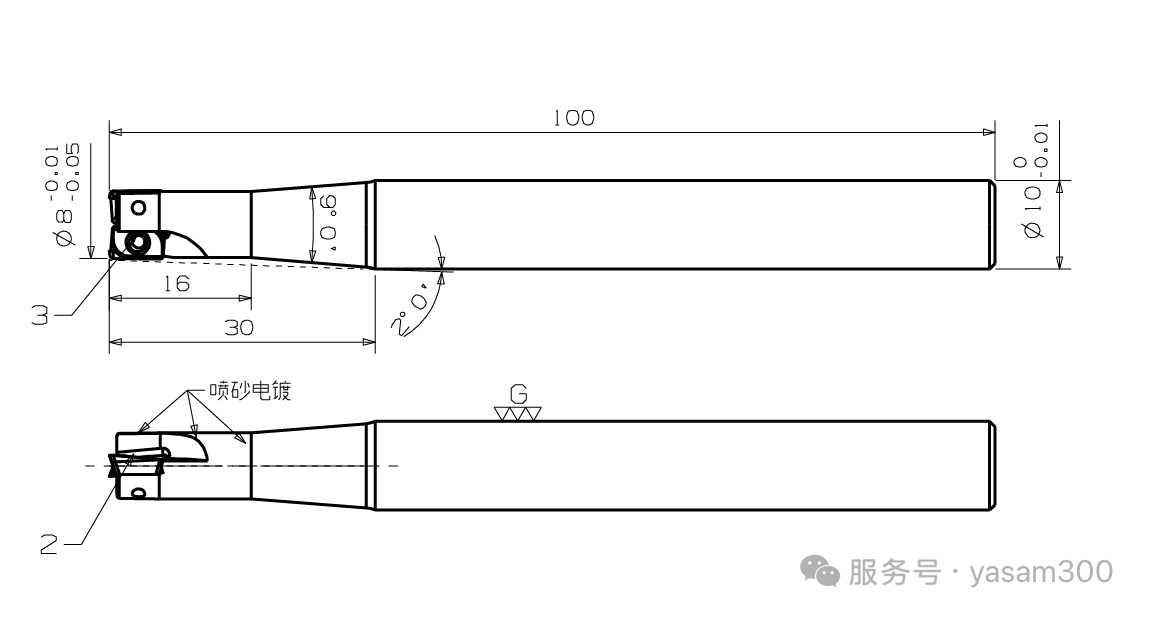
--AP220全系列产品如下
①AP220C-∅8*C8*100L*2T
④AP220-∅9*2T-M4
⑤ALC8S*C8*100L经济型
⑦ALC8P*C8*150L加强型
--更强壮的中心强度
(以使用时间计算)
②更换AP220-D8*2T,2个班(16小时),使用1个刀尖,无磨损,加工SUS304;
fz=0.17
加工案例5
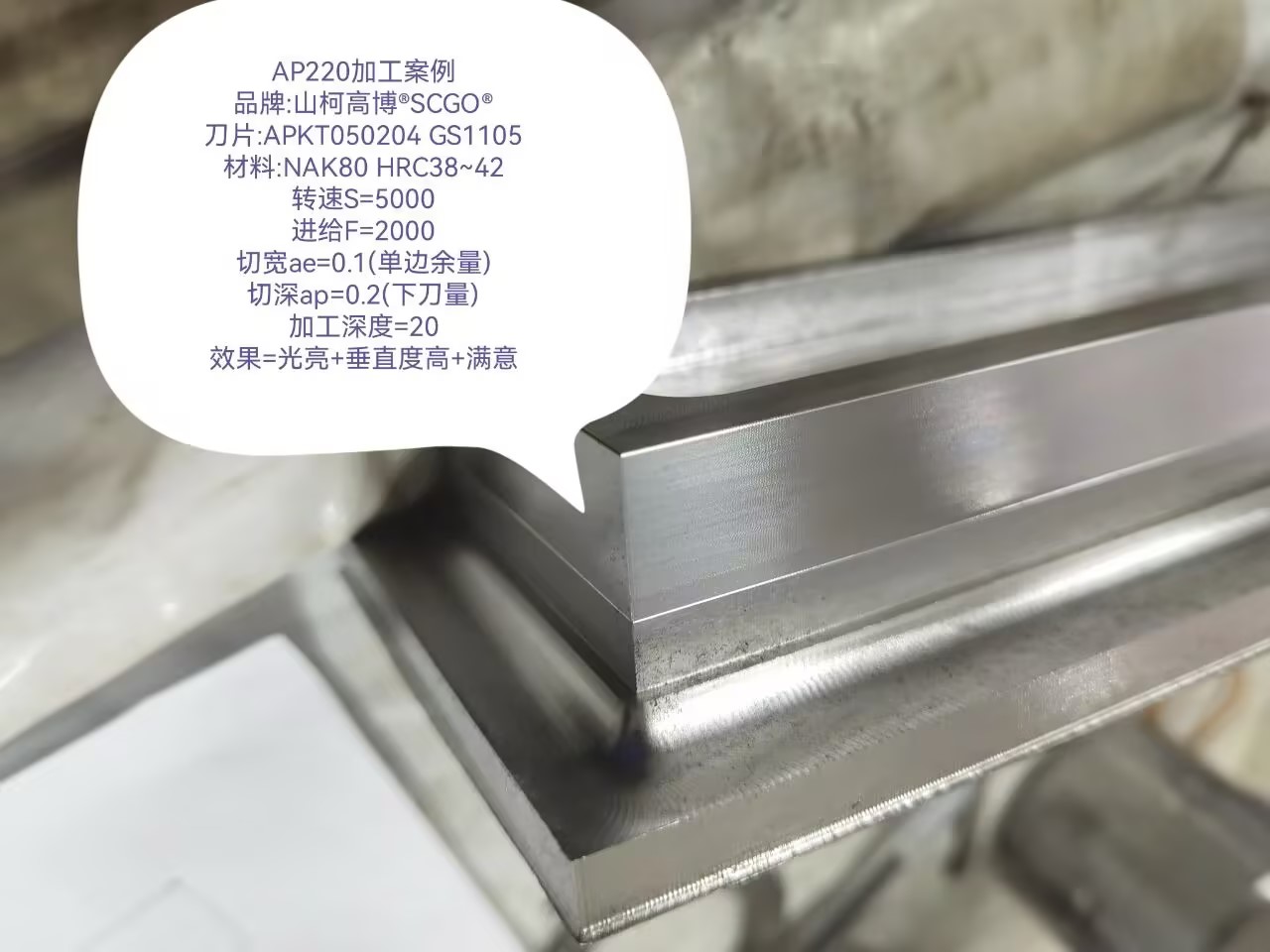
材料:NAK80 HRC38~42
加工案例6

加工案例7
客户:CXYX提供参数
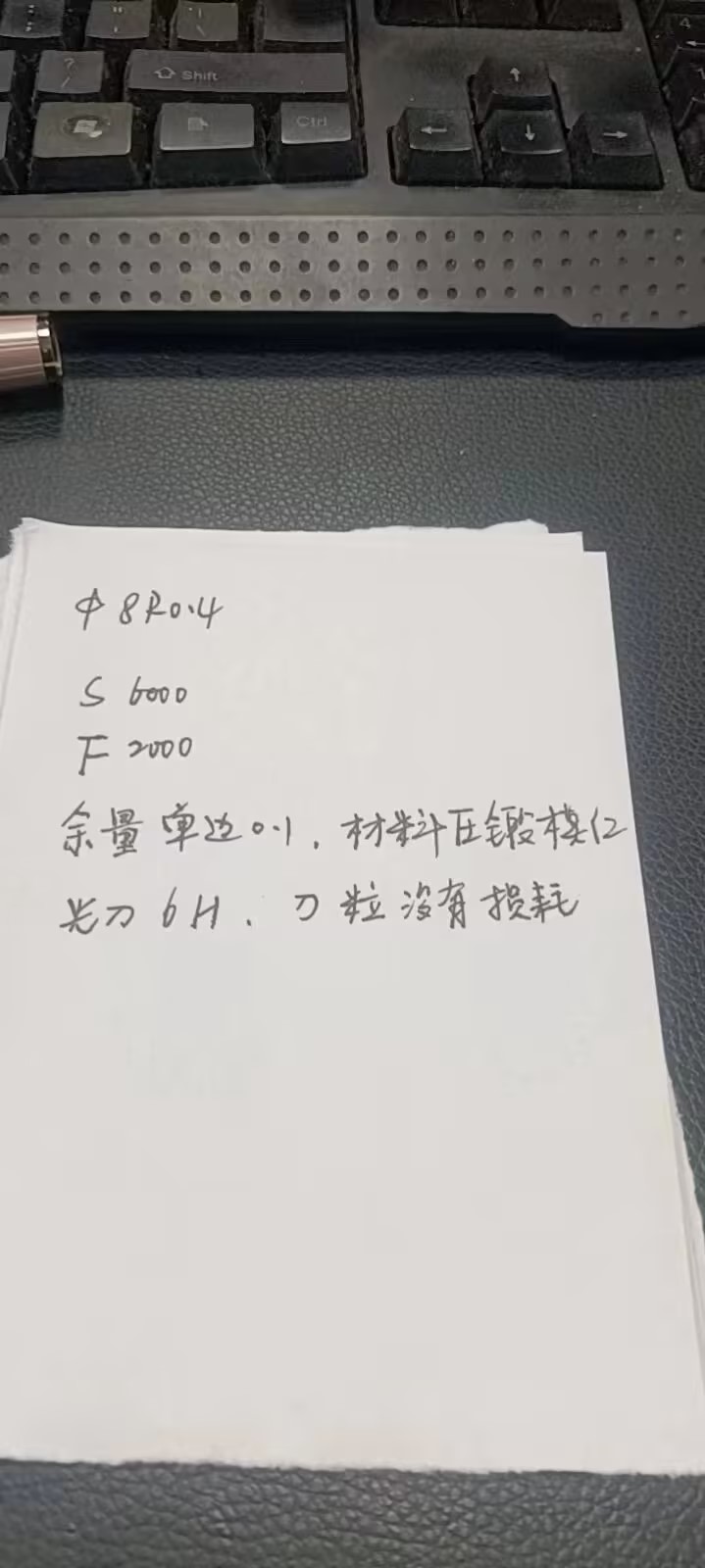
主要替代8R0.5铣平面,加工积木模具
加工案例8

九:建议参数
vc:100~300 fz:0.05~0.15
vc:100~200 fz:0.05~0.1
vc:50~150 fz:0.04~0.07
vc:40~70 fz:0.04~0.07
vc:80~180 fz:0.05~0.1
十:刀具配件

--全国统一售价:145元 促销中

③新增3款AP220刀杆
--刃径小 柄径大 刚性更好
--让刀具扭力扳手和汽车工具一样丰富!

→新的蓝海市场等待挖掘......
新品→4柄*40L测试中 13个规格


--全国耀欣为您服务

--耀欣全流程品控
“设计+品控”→耀欣产品的核心竞争力
“耀欣模式”→耀欣发展的强劲引擎
“耀欣文化”→基业长青的原动力




 东莞市山柯高数控刀具有限公司
东莞市山柯高数控刀具有限公司
 刘小姐 / 134 1230 2464
刘小姐 / 134 1230 2464
 邮箱: sam@yasam.cc
邮箱: sam@yasam.cc
 广东省东莞市长安镇霄边新河路32号耀欣中心
广东省东莞市长安镇霄边新河路32号耀欣中心
